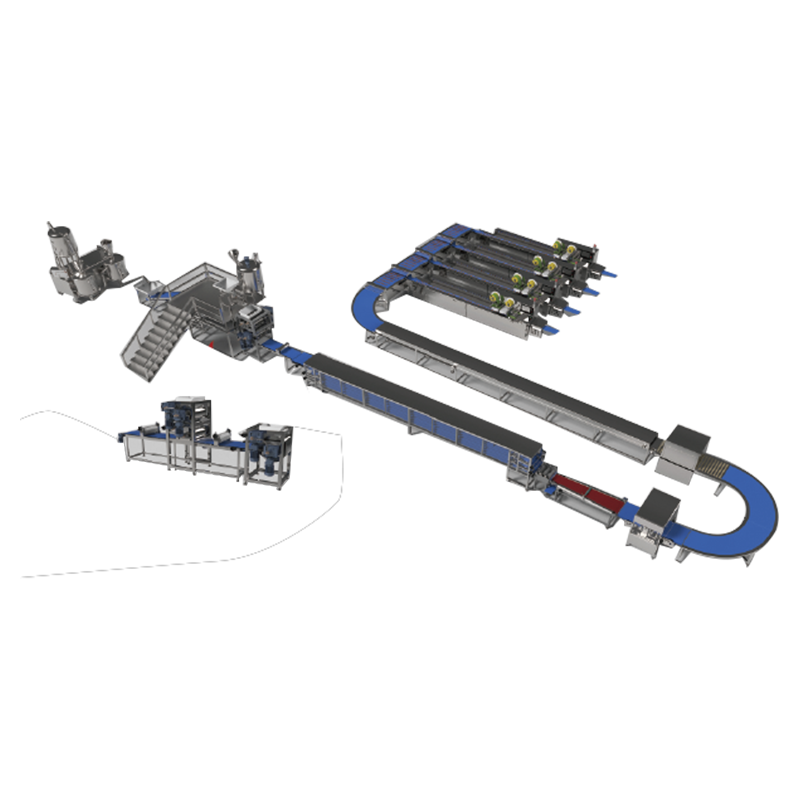
A Snicker-behandlingslinje for sjokoladeplater er et integrert sett med utstyr for matproduksjon designet for å produsere lagdelte sjokoladekonfekter i stor skala. Kjernekonklusjonen er enkel: en komplett og godt konfigurert Snicker-produksjonslinje kan oppnå ytelser på 150–600 kg/time , avhengig av utstyrsklasse, automatiseringsnivå og produktspesifikasjon. Dette gjør det til et av de mest effektive formatene for produksjon av høyvolum av sjokoladeplater.
Linjen håndterer vanligvis alle stadier fra nougatkoking og karamelltilberedning til peanøttlaging, sjokoladeomlegging, avkjøling, skjæring og sluttemballasje - alt innenfor en kontinuerlig automatisert flyt. Å forstå hvordan hver modul fungerer hjelper produsenter med å optimalisere utbyttet, redusere avfall og opprettholde konsistent produktkvalitet.
En standard Snicker produksjonslinje følger en logisk sekvens av behandlingstrinn. Hvert trinn bidrar til den strukturelle integriteten og sensoriske kvaliteten til den endelige stangen.
Grunnlaget til en bar i Snicker-stil er nougat, produsert ved å blande luftig sukkersirup, glukose, eggehvite og fett i en kontinuerlig eller batch-mikser. Nougaten avsettes deretter på et transportbånd eller i en plateformer, hvor den presses til en jevn tykkelse typisk mellom 10–20 mm . Konsistent tekstur på dette stadiet er avgjørende for nedstrøms skjærenøyaktighet.
Karamell tilberedes i en kontinuerlig karamellkoker som kombinerer sukker, glukosesirup, fløte eller fett, og emulgatorer under kontrollert varme. Den kokte karamellen legges på nougatlaget mens den fortsatt er smidig. Karamelltemperatur ved avsetning holdes vanligvis mellom 60–75 °C for å sikre riktig vedheft uten å deformere nougaten under.
Hele eller halvbrente peanøtter fordeles jevnt over karamelloverflaten ved hjelp av en vibrasjonsmater eller rulleapplikator. En forsiktig presserull sikrer at peanøttene er innebygd i karamelllaget. Ensartethet i peanøttdekning påvirker visuell konsistens og vektnøyaktighet i den ferdige baren.
Den sammensatte platen – bestående av nougat, karamell og peanøtter – passerer gjennom en kjøletunnel hvor temperaturene reduseres til under 18°C . Dette gjør strukturen fast før skjæring. En roterende eller trådkutter deler deretter platen i individuelle stykker på størrelse med stang med minimalt produkttap.
Individuelle barer passerer gjennom en sjokoladeovertrekker hvor temperert sjokolade (vanligvis kl 29–32°C for mørke eller melkevarianter) belegger alle overflater jevnt. En luftblåser fjerner overflødig sjokolade fra bunnen, og et vibrasjonsbord jevner ut overflatebelegget før stengene går inn i den endelige kjøletunnelen.
Etter omkledning går barer gjennom en kjøletunnel kl 8–14°C i flere minutter for å sette sjokoladeskallet. Fullstendige stenger overføres deretter til automatiserte flyt-innpaknings- eller putepakkemaskiner, og fullfører produksjonssyklusen.
Hvert prosesstrinn krever spesialisert utstyr. Nedenfor er en oversikt over de primære maskinkomponentene og deres funksjonelle roller:
| Utstyr | Funksjon | Nøkkelparameter |
|---|---|---|
| Nougat-mikser og tidligere | Lufter og former nougatgrunnlaget | Ytelse: 100–500 kg/t |
| Karamellkoker | Koker og legger karamell ved kontrollert temperatur | Temperatur: 60–75°C |
| Peanøttmater/applikator | Fordeler peanøtter jevnt over karamell | Dekningsenhet ±3 % |
| Platekjøletunnel | Fester den lagdelte platen for skjæring | Tunneltemperatur: 10–18°C |
| Roterende / Wire Cutter | Kutter plate i individuelle stenger | Kuttehastighet: opptil 120 kutt/min |
| Sjokolade Enrober | Dekker barer i temperert sjokolade | Sjokoladetemperatur: 29–32°C |
| Endelig kjøletunnel | Setter sjokoladeskallet | Tunneltemperatur: 8–14°C |
| Flow wrapper / pakkemaskin | Pakker ferdige stenger individuelt | Hastighet: opptil 600 bar/min |
Moderne Snicker sjokoladeplatebehandlingslinjer er tilgjengelige i tre generelle automatiseringsnivåer, hver tilpasset forskjellige produksjonsskalaer og investeringsnivåer:
For en mellomskalaprodusent som målretter seg mot 500 000–1 000 000 bar per dag, vil en helautomatisert linje som kjører på 400 kg/t med en gjennomsnittlig stangvekt på 50 g produsere ca. 8 000 bar per time eller 192 000 bar per 24-timers skift .
Å opprettholde konsistent stangkvalitet krever aktiv kontroll ved flere sjekkpunkter gjennom hele Snicker-produksjonslinjen:
Design av matkvalitet er ikke omsettelig i en prosesslinje for sjokoladeplater. Viktige designprinsipper inkluderer:
Selv godt konfigurerte linjer støter på tilbakevendende problemer. Nedenfor er de vanligste utfordringene og praktiske løsninger:
| Utfordring | Årsak | Løsning |
|---|---|---|
| Karamell fester seg til kuttere | Karamell for varm på kuttestadiet | Senk kjøletunneltemperaturen med 2–3°C |
| Ujevnt sjokoladebelegg | Sjokolade utenfor temperaturområdet | Kalibrer tempereringsenheten på nytt; se etter utløsere av fettoppblomstring |
| Barvektvariasjon >±3g | Inkonsistens i lagtykkelsen på nougat eller karamell | Inspiser innskuddsdyser; rekalibrere tidligere ruller |
| Peanøtthull i stolper | Materens vibrasjon for høy eller lav | Juster vibrasjonsmaterfrekvensen; rengjøre beholdersensorer |
| Feiljustering av emballasje | Variasjon av stanglengde etter kutting | Synkroniser kutterhastigheten med transportbåndets hastighet |
Kjøletunneler og kokekar er de høyeste energiforbrukerne i en Snicker-produksjonslinje, og står til sammen for 55–70 % av det totale linjeenergiforbruket . Praktiske tiltak for å redusere energikostnadene inkluderer:
En godt optimalisert helautomatisert linje kan produsere ett kilo ferdig stang ved hjelp av ca. 0,3–0,6 kWh , avhengig av klimaforhold og planteoppsett.
En komplett linje inkludert nougatforming, karamell, peanøttpåføring, overtrekk og emballasje krever vanligvis 40–80 meter lang og 4–8 meter i bredden, avhengig av automatiseringsnivå og kjøletunneldesign.
Ja. Med justerbare avleggere, modulære former og rekonfigurerbare kuttere, kan de fleste moderne linjer bytte mellom formater. Byttetid er typisk 20–45 minutter .
Melkesjokolade er mest brukt, med kakaoinnhold på 25–35 % . Enroberen håndterer både fortemperert sammensatt sjokolade og ekte sjokolade avhengig av produktspesifikasjonen.
En helautomatisert linje ved 400 kg/t krever vanligvis 3–6 operatører per skift, som dekker kvalitetskontroller, påfyll av emballasje og mindre justeringer.
Med riktig sjokoladeomslutning og flyt-innpakning er holdbarheten til ferdige barer generelt 9–12 måneder ved omgivelsestemperaturer under 20°C.
Nougat er standardbasen, men linjen kan tilpasses til å bruke informasjonskapsel, oblat eller frokostblanding i stedet, noe som gjør den til en allsidig plattform for flere barformater.

 Sjokoladeproduksjonslinje Maskinutstyrsfabrikk
Sjokoladeproduksjonslinje Maskinutstyrsfabrikk

 中文简体
中文简体 English
English